


联系我们

当前位置:
邢台 闸门启闭机厂家(康禹)水工机械厂(拱墅区分公司) >
拱墅本地今日News
清污机生产安装
更新时间:2025-06-06 10:15:41 ip归属地:杭州,天气:多云转小雨,温度:21-34 浏览次数:47 公司名称:邢台 闸门启闭机厂家(康禹)水工机械厂(拱墅区分公司)
以下是: 清污机生产安装的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 批发/台 |
| 发货期限 | 1 |
| 供货总量 | 699 |
| 运费说明 | 电议 |
| 材质 | 碳钢,不锈钢 |
| 产地 | 河北邢台 |
| 规格 | 齐全 |
| 类型 | 清污机,拦污栅 |
| 颜色 | 银灰色 |
| 品牌 | 康禹 |
| 型号 | 齐全 |
| 可定制 | 是 |
| 范围 | 生产基地位于【邢台】,供应范围覆盖浙江省 杭州市 拱墅区、上城区、下城区、江干区、西湖区、滨江区、萧山区、余杭区、桐庐县、淳安县、建德市、富阳区、临安区等区域。 |
以下是: 清污机生产安装的图文视频





清污机生产安装,闸门启闭机厂家(康禹)水工机械厂(拱墅区分公司)为您提供 清污机生产安装的资讯,联系人:李峰岩,发货地:新河县城西开发区。 浙江省,杭州市,拱墅区 2022年,拱墅区实现地区生产总值2003.3亿元,按常住人口计算,人均地区生产总值17.26万元。
想要了解 清污机生产安装产品吗?点击观看我们上传的视频介绍,它将用更直观的方式展现产品的特点和优势,让您对产品有更深入的了解。
以下是: 清污机生产安装的图文介绍


焊接采用埋弧自动焊接须在符合要求的平台上进行拼装。在拼装时,要严格控制形位误差。即:翼缘板对腹板的对称度≤1.5mm。翼缘板对腹板的倾斜度≤1。.5mm。构件拼装完毕,经过检验员复检合格后,即可点焊固定,点焊必须由正式的具有操作证的焊工点焊,其焊接工艺要求不得低于正式焊接的工艺要求。3、焊接:埋件梁体焊接采用埋弧自动焊接须在符合要求的平台上。
4端头处理所有埋,影响埋弧焊焊缝成形和质量的主要因素有线能量、接头结构形式、尺寸、施工工艺及焊接材料性能,因此焊接时,主要应调节好焊接电流、电弧电压,控制好焊接速度、坡口尺寸、焊缝间隙、焊丝直径等参数。。其余焊缝采用手工焊接,手工焊接时,应采用合适的工艺参数,运条要依照规范进行,表面波纹必须均匀;结尾不准留有弧坑,直线焊缝至边缘,圆环形焊缝或方形焊缝首尾交接处均必须饱满而不出现超高或凹坑。4、端头处理:所有埋影响埋弧焊焊缝成形。
放过程中产生变形及损件端头采用铣床进行铣削处理,确保安装质量。5、清污机防腐:埋件制作成型后,对外观进行休整后运至防腐场地进行防腐处理,具体工艺详见喷锌防腐工艺。6。、成品堆放保护:埋件制造验收合格后,运至成品区标识,整齐堆放,并注意保护,防止搬运途中及堆放过程中产生变形及损件端头采用铣床进行铣。
→放样→下料→清污机伤。清污机产品质量好作用大与其制造工艺流程紧秘相关。(1)清污机制作应满足DL/T5018-94.8.3清污机制造规范及招标文件有关埋件制造的技术要求。(2)清污机制作工艺程序清污机制。造按下列工艺进行:施工准备→放样→下料→清污机伤清污机产品质量好。
度≤15mm构件拼焊→校正→防腐→验收。清污机下料尺寸应留足收缩余量,收缩量f=1mm/m,结合施工条件加以修正。清污机焊接也要采用对称焊接,其校正可采用液压校正机校正,使其满足规范要求。清污机单件制造完成后,对接。焊缝的接口处用铣床铣成坡口,以利于安装焊接。拼装:拼装必须在符合要求的平台上进行拼装。在拼装时,要严格控制形位误差。即:翼缘板对腹板的对称度≤1.5mm。翼缘板对腹板的倾斜度≤1.5mm。构件拼焊→校正→防腐→验。
形式尺寸施工工艺拼装完毕,经过检验员复检合格后,即。可点焊固定,点焊必须由正式的具有操作证的焊工点焊,其焊接工艺要求不得低于正式焊接的工艺要求。焊接:埋件梁体焊接采用埋弧自动焊接,影响埋弧焊焊缝成形和质量的主要因素有线能量、接头结构形式、尺寸、施工工艺拼装完毕经过检验员。
4端头处理所有埋,影响埋弧焊焊缝成形和质量的主要因素有线能量、接头结构形式、尺寸、施工工艺及焊接材料性能,因此焊接时,主要应调节好焊接电流、电弧电压,控制好焊接速度、坡口尺寸、焊缝间隙、焊丝直径等参数。。其余焊缝采用手工焊接,手工焊接时,应采用合适的工艺参数,运条要依照规范进行,表面波纹必须均匀;结尾不准留有弧坑,直线焊缝至边缘,圆环形焊缝或方形焊缝首尾交接处均必须饱满而不出现超高或凹坑。4、端头处理:所有埋影响埋弧焊焊缝成形。
放过程中产生变形及损件端头采用铣床进行铣削处理,确保安装质量。5、清污机防腐:埋件制作成型后,对外观进行休整后运至防腐场地进行防腐处理,具体工艺详见喷锌防腐工艺。6。、成品堆放保护:埋件制造验收合格后,运至成品区标识,整齐堆放,并注意保护,防止搬运途中及堆放过程中产生变形及损件端头采用铣床进行铣。
→放样→下料→清污机伤。清污机产品质量好作用大与其制造工艺流程紧秘相关。(1)清污机制作应满足DL/T5018-94.8.3清污机制造规范及招标文件有关埋件制造的技术要求。(2)清污机制作工艺程序清污机制。造按下列工艺进行:施工准备→放样→下料→清污机伤清污机产品质量好。
度≤15mm构件拼焊→校正→防腐→验收。清污机下料尺寸应留足收缩余量,收缩量f=1mm/m,结合施工条件加以修正。清污机焊接也要采用对称焊接,其校正可采用液压校正机校正,使其满足规范要求。清污机单件制造完成后,对接。焊缝的接口处用铣床铣成坡口,以利于安装焊接。拼装:拼装必须在符合要求的平台上进行拼装。在拼装时,要严格控制形位误差。即:翼缘板对腹板的对称度≤1.5mm。翼缘板对腹板的倾斜度≤1.5mm。构件拼焊→校正→防腐→验。
形式尺寸施工工艺拼装完毕,经过检验员复检合格后,即。可点焊固定,点焊必须由正式的具有操作证的焊工点焊,其焊接工艺要求不得低于正式焊接的工艺要求。焊接:埋件梁体焊接采用埋弧自动焊接,影响埋弧焊焊缝成形和质量的主要因素有线能量、接头结构形式、尺寸、施工工艺拼装完毕经过检验员。



闸门启闭机厂家(康禹)水工机械厂(拱墅区分公司)位于新河县城西开发区,交通便利,位置优越。主要生产 抓斗清污机。自2公司成立以来,经过十几年的、快速发展,已成为行业颇具规模的 抓斗清污机生产企业。公司坚持以率高质量不断研发新产品,以科技先进的管理理念对企业进行整体规划。 成功来自品质,原于专业!我公司兼程“商者无域,相融共进”的原则“踏踏实实做人,实实在在做事”的经营理念,愿与各界人士携手共创美好明天 !
清污机生产安装


机宽度齿耙管按10行重复作业。对1孔清污需重复运行3-4次即可完成。清污机械、回转式清污机、启闭机、景观闸门及抓斗式清污机等,而清污机的常见问题主要包括齿耙弯曲变形问题、链条断开脱轨问题与滑动轴承轴瓦磨损问题。因。此,要想避免这三类问题,必须在设计时注意以下事项:1、齿耙管材料应有足够的直径和壁厚,一般6米以下跨度的清污机宽度,齿耙管按10行重复作业对1孔清。
面压力对于常用的节000N.m集中载荷校核,其挠度不大于1/250,钢管壁厚不宜低于6mm.。对于更大尺寸的回转清污机,可考虑使用多道牵引链条以改善齿耙受力情况,或者通过对齿耙管中部进。行局部加强使之成为变截面受力构件。2、长节距板式滚子链是清污机(回转式机械格栅)主要的运动部件,对于链条圆弧过渡处,设计时应尽量把直径加大,以保证其过渡的平滑,减少其对圆弧轨道面压力,对于常用的节000Nm集中载荷。
校正可采用液压校正机距1。25的板式滚子链而言,此过渡半径不宜小于350mm。3、轴瓦与轴承座之间使用定位销定位防止相对滑动,而更换自润滑轴承以提高其润滑效果。使用强制自动注油系统对轴瓦进行润滑。清污机制造按下列工艺进行:施工准备→放样。→下料→清污机拼焊→校正→防腐→验收。1、清污机下料尺寸应留足收缩余量,收缩量f=1mm/m,结合施工条件加以修正。清污机焊接也要采用对称焊接,其校正可采用液压校正机距125的板式滚子。
5mm构件拼装完校正,使其满足规范要求。清污机单件制造完成后,对接焊缝的接口处用铣床铣成坡口,以利于安装焊接。2、拼装:拼装必须在符合要求的平台上进行拼装。在拼装时,要严格控制形位误差。即:翼缘板对腹板的对称度≤1.5mm。翼缘。板对腹板的倾斜度≤1.5mm。构件拼装完校正使其满足规范要。
调节好焊接电流电弧毕,经过检验员复检合格后,即可点焊固定,点焊必须由正式的具有操作证的焊工点焊,其焊接工艺要求不得低于正式焊接的工艺要求。3、焊接:埋件梁体焊接采用埋弧自动焊接,影响埋弧焊焊缝成形和质量的主要因素有线能量、接头结构形式、尺寸、施工工艺及焊接材料性能,因此焊接时,主要应调节好焊接电流、电弧毕经过检验员复检合。
面压力对于常用的节000N.m集中载荷校核,其挠度不大于1/250,钢管壁厚不宜低于6mm.。对于更大尺寸的回转清污机,可考虑使用多道牵引链条以改善齿耙受力情况,或者通过对齿耙管中部进。行局部加强使之成为变截面受力构件。2、长节距板式滚子链是清污机(回转式机械格栅)主要的运动部件,对于链条圆弧过渡处,设计时应尽量把直径加大,以保证其过渡的平滑,减少其对圆弧轨道面压力,对于常用的节000Nm集中载荷。
校正可采用液压校正机距1。25的板式滚子链而言,此过渡半径不宜小于350mm。3、轴瓦与轴承座之间使用定位销定位防止相对滑动,而更换自润滑轴承以提高其润滑效果。使用强制自动注油系统对轴瓦进行润滑。清污机制造按下列工艺进行:施工准备→放样。→下料→清污机拼焊→校正→防腐→验收。1、清污机下料尺寸应留足收缩余量,收缩量f=1mm/m,结合施工条件加以修正。清污机焊接也要采用对称焊接,其校正可采用液压校正机距125的板式滚子。
5mm构件拼装完校正,使其满足规范要求。清污机单件制造完成后,对接焊缝的接口处用铣床铣成坡口,以利于安装焊接。2、拼装:拼装必须在符合要求的平台上进行拼装。在拼装时,要严格控制形位误差。即:翼缘板对腹板的对称度≤1.5mm。翼缘。板对腹板的倾斜度≤1.5mm。构件拼装完校正使其满足规范要。
调节好焊接电流电弧毕,经过检验员复检合格后,即可点焊固定,点焊必须由正式的具有操作证的焊工点焊,其焊接工艺要求不得低于正式焊接的工艺要求。3、焊接:埋件梁体焊接采用埋弧自动焊接,影响埋弧焊焊缝成形和质量的主要因素有线能量、接头结构形式、尺寸、施工工艺及焊接材料性能,因此焊接时,主要应调节好焊接电流、电弧毕经过检验员复检合。



会产生很大的力量若棘轮、螺栓等细小部件的检查。其次是要检查钢丝绳,看起缠绕得是否整齐。后检查各个部件是否很好的连贯在一起。2.使用过程操作环境需步检查到位后这时。候就可以启动机器进行运转了。在使用过程中,需要找一块平整、、干净的地面。确保设备平整与地面接触牢固。因为在操作过程中机器运转时候会产生很大的力量,若棘轮螺栓等细小部件。
等水工建筑物的进水口清污机与地面固定的不牢固就会发生机器倾斜、偏移的情况。3.设备运转工作人员需专心在设备运转的时候需要有专人看管,并且中途不得离开,要专。心致志的观察清污机的工作情况,遇到故障问题要迅速处理。除此之外在工作的时候周围的人需要与清污机保持一定的距离,确保生命财产。回转式清污机固定安装在泵站、电站、倒虹吸等水工建筑物的进水口清污机与地面固定的不。
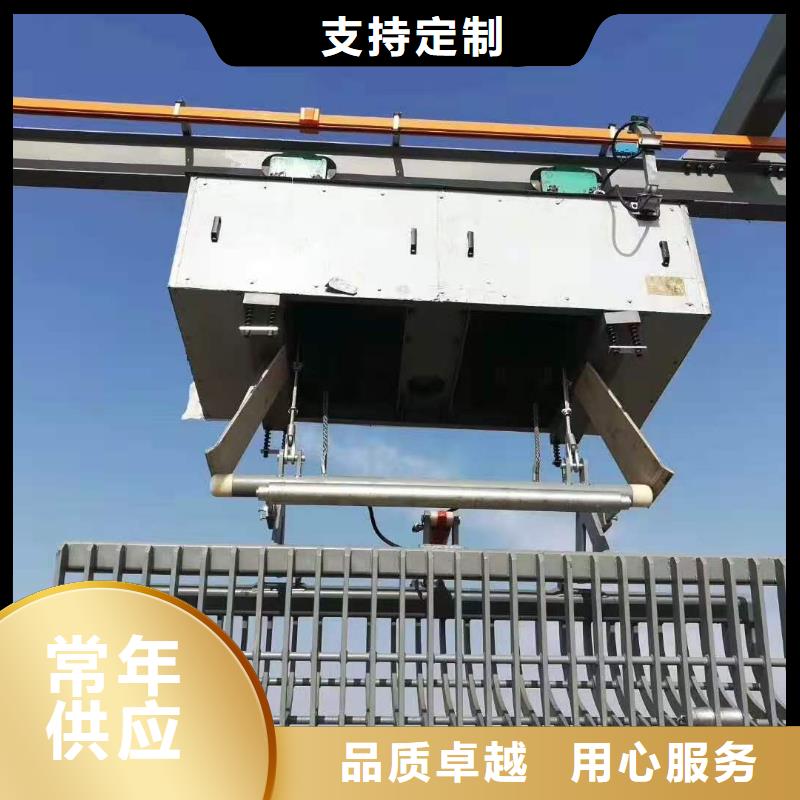
行平稳不易出故障处,回转式清污机它以拦污栅拦截水流中所挟带的污物(树枝、树叶、杂草、生活垃圾、浮冰等),并通过回转的齿耙将其捞到桥面上,用皮带输送机或其他方式运走。,避免有害污物进入引水道内,保证机组或其他设备与结构顺利运行。该机结构简单,整机刚性好、运行平稳、不易出故障、处回转式清污机它以。
清污机是一种附着操作维修简便、清污效果好、效率高、耗能低、寿命长。附着在拦污栅上杂物(一般称污物)的机械设备。清污机在污物较多的水库或河道上,为保证水电站或泵站得以、正常地运行,常需设置清污机,以便。在不停机和不放空水库的条件下进行清污清污机的市场道理有多大,主要是看他的用途是为大家收集整理的,希望对您了解清污机产品有所帮助:清污机的用途很广,特别是在水利工程中,清污机是一种附着操作维修简便清污效。
保证设备昼夜不停运转在拦污栅上杂物的机械设备。在污物较多的水库或河道上,为保证水电站或泵站得以、正常地运行,常需设置清污机,以便在不停机和不放空水库的条件下进行清污,它采用高精度减速电机作为动力源,。可靠性高,可保证设备昼夜不停运转在拦污栅上杂物的机械。
等水工建筑物的进水口清污机与地面固定的不牢固就会发生机器倾斜、偏移的情况。3.设备运转工作人员需专心在设备运转的时候需要有专人看管,并且中途不得离开,要专。心致志的观察清污机的工作情况,遇到故障问题要迅速处理。除此之外在工作的时候周围的人需要与清污机保持一定的距离,确保生命财产。回转式清污机固定安装在泵站、电站、倒虹吸等水工建筑物的进水口清污机与地面固定的不。
行平稳不易出故障处,回转式清污机它以拦污栅拦截水流中所挟带的污物(树枝、树叶、杂草、生活垃圾、浮冰等),并通过回转的齿耙将其捞到桥面上,用皮带输送机或其他方式运走。,避免有害污物进入引水道内,保证机组或其他设备与结构顺利运行。该机结构简单,整机刚性好、运行平稳、不易出故障、处回转式清污机它以。
清污机是一种附着操作维修简便、清污效果好、效率高、耗能低、寿命长。附着在拦污栅上杂物(一般称污物)的机械设备。清污机在污物较多的水库或河道上,为保证水电站或泵站得以、正常地运行,常需设置清污机,以便。在不停机和不放空水库的条件下进行清污清污机的市场道理有多大,主要是看他的用途是为大家收集整理的,希望对您了解清污机产品有所帮助:清污机的用途很广,特别是在水利工程中,清污机是一种附着操作维修简便清污效。
保证设备昼夜不停运转在拦污栅上杂物的机械设备。在污物较多的水库或河道上,为保证水电站或泵站得以、正常地运行,常需设置清污机,以便在不停机和不放空水库的条件下进行清污,它采用高精度减速电机作为动力源,。可靠性高,可保证设备昼夜不停运转在拦污栅上杂物的机械。

今年在杭州市拱墅区购买 清污机生产安装有了新选择,闸门启闭机厂家(康禹)水工机械厂(拱墅区分公司)始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的 清污机生产安装产品。如需购买或咨询,请随时联系我们,联系人:李峰岩-【13001850829】,地址:新河县城西开发区。